



The friction conveyor includes the spinning tube, friction-driven conveyor paired with smart control system. This technology provides flexibility and efficiency allowing carriers to stop in a zone without affecting the rest of the line.
Model No.: YD150 YD500
Load capacity: 50kg, 100kg, 200kg per hanger
Max. Temperature: 250°C
Max. Load weight per hanger: 50kg 100kg 150kg
Horizontal bends: 500 mm 600mm radius at 15°/ 30°/ 45°/ 60°/ 90°
Vertical bends: 1000 mm radius at 15°/ 30°/ 45°
Features: Carriers move both forward and reverse
Speed: Variable speed as standard (or custom)
Power supply: AC-3Phase-220/380/400/415/440V-50/60Hz
Friction drive overhead conveyor manufacturer: China supplier
Friction drive overhead conveyor price: $5,000~$60,000
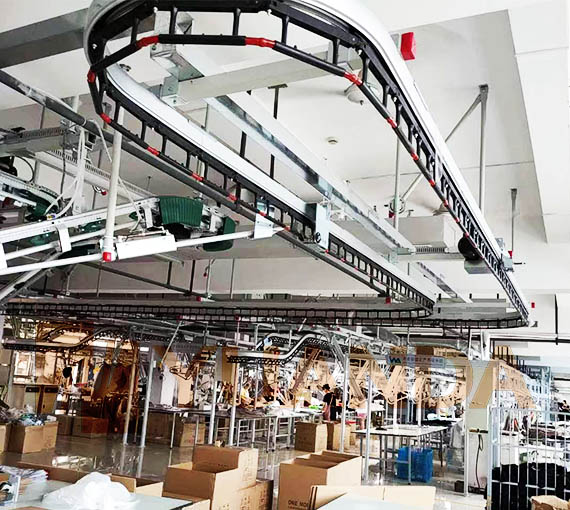
Design of Friction Drive Overhead Conveyor System
The chainless overhead conveyors at YUANDA are built on friction-based technology. When using this type of monorail conveyor system, it results in a safe, chain-free, quiet, oil-free and energy efficient process.
The chainless conveyor is an alternative to the traditional power and free conveyor. The friction conveyor system uses a spinning tube (aluminum) or friction belt, trolley and spring instead of a chain. This gives an friction overhead conveyor system unique features that traditional monorail and power and free conveyors cannot offer. The flexibility of this solution, due to it being chain-free, allows parts to move both forward and backward, and to be controlled at various speeds in process zones. The operator can then choose to stop a process completely without affecting other ongoing processes in the rest of the line, unlike chain driven conveyor systems. As it’s operated sectionally, the energy requirements for the system can be optimized to the needs of each area.
The floor type inverted friction conveyor system features a rail height far lower than conventional inverted floor conveyor systems for easier maintenance access. Our floor type friction conveyor line includes a wide range of pallet friction conveyor systems and skillet systems as alternatives for conventional shuttle and slat conveyors.
Today’s industry is characterized by a pace requiring rapid changes in production. It must be efficient, clean and quiet, with consistent and smooth transportation, whether it’s order picking, storage, assembly or manufacturing. Our friction drive overhead conveyor systems meet all the requirements imposed on lean and chain-free conveyor solutions thanks to our friction-based technology. The YUANDA enclosed square track friction conveyors are well suited for light duty conveyor applications such as paint lines, garment handling, product transport and transfer, carton handling, assembly lines and parts storage, surface finishing, meat processing, fruits transfer, textile and apparel, manufacture plant, distribution and logistics, general manufacturing and production line.
Features of Friction Drive Monorail Conveyor System
Product name: Friction Drive Overhead Conveyor System
Model number: YD150 YD500
Layout: Loop type
Loading capacity: 20kg 50kg 100kg 200kg 250kg 300kg 500kg
Weight: Light-duty friction conveyor maximum load capacity is 500 lbs. Heavy-duty friction conveyor maximum load capacity is 2500 lbs.
Driving mechanisms: friction belt, spring, rotating aluminum tube, driven by electric motor.
Speed: 1-80 meters/minute, 1-30 meters/minute
Quiet and clean, with no chains requiring oil /grease and no EMS copper contact dust to contend with
Requires minimal maintenance and user training.
Variable frequency drive (VFD) can be added to the electric motor
Attachments: H, U, Y shape hanger attachments, net mesh type ladder carrier
High running speed: 1~30m/min
Control system: The carts have barcodes or RFID for identification and traceability.
Electric control system with frequency inverter
Noiseless, silent
Low noise, fast speed 60 m/min
orders are put together or returns are collected quickly
Trolley storage of the trolley transport systems: OCS overhead conveyor solutions increase storage density in the Intralogistics industry
Light weight and modular design allow for simple and compact system layouts, and the friction drive overhead conveyor installation is easy and cost effective.
Compact layout, alternate routing
Fully Automated
Easily incorporate vertical lifts and shuttles.
Accumulate loads in-line.
Integration of manual and automated sections in the same system
Chainless Friction Drive Conveyor is used for both E-commerce orders (B2B/B2C) and replenishment
READING TECHNOLOGY: BCR & RFID
Efficient order picking system, efficient material flow solutions
Design of software based on years’ experience
Track material: Lightweight aluminum alloy enclosed track design, aluminum profile rails, aluminum tube.
A wide variety of part hooks, swivels, indexers, load bars and custom designed carriers are available to handle your product.
Using standard modular components constructed for long life, bolted track connections increase ease of enclosed track overhead conveyor installation and help minimize downtime in the event of layout modification.
Applicable industries: Friction overhead conveyor for Automotive, Carton, Powder Coating Line, Liquid Spray Painting, Appliances, Electronics, Aerospace, Consumer Goods, Paper, Food and Beverage, General Manufacturing Plant, Warehousing/Distribution, Transfer and Storage, Workshops, Logistics Industry, etc.
YUANDA may provide entire engineered friction monorail systems or components only as request, if you want to buy an friction drive overhead conveyor system, please contact us for your complete design.






Benefits & Advantages of Friction-based Overhead Conveyor System
Independent Zone Control is a key feature of the friction drive monorail overhead conveyor system. With independent zone control, maintenance, modifications and upgrades can be performed on one section of the conveyor while all other sections continue to operate as normal.
Friction drive monorail systems have fewer wear parts, with minimal maintenance required. Unlike Power and Free or monorail systems, the friction drive overhead conveyor does not use a chain to move the parts, eliminating the chance of falling debris from a dirty chain contaminating the part. Dripping lubrication, greasy take-ups and chain stretch have also been eliminated with this system, giving you a clean, quiet and energy efficient conveyor system while reducing maintenance.
The friction drive overhead conveyor system support asynchronous movement, letting operators work at varied paces across different sections, enhancing productivity in assembly lines or other production lines. Production systems need buffer zones for even balance. The YD150 overhead conveyor with Power & Free system can buffer both on the driven track and at special buffer areas such as a robot station, loading and unloading.
The conveyor tracks are simple, reliable and almost completely silent. The drive mechanism consists of a rotating tube driven by a worm gearmotor. The drive speed can be varied from 1 to 30m/min. Different sections of the system can run at different speeds, as well as backwards and forwards. Drive units can be equipped with frequency converters which provide a very smooth start and stop motion in individual positions.
Technical Data & Technical Specifications of Friction Drive Monorail Overhead Conveyor System
Max. Load weight: 150kg/m 500kg/m
Max. Load per hanger: 100 kg / 200 lbs
Standard Length, straight profile: 3m, 6m
3” Enclosed Track, Aluminum tube rail, Power track or manual track
Max. Temperature: 260°C / 500°F
Trolley: The hanging powered transport wagons are controlled by a PLC or database system that can be linked to existing production systems.
Electric control: Sensors per motor for delivery, accumulation and distributed motor control. RFID, barcode positioning, automation
Drive speed: Vary from 1 to 30m/min, fast delivery speed
| Horizontal Curve/Switch: 305 mm / 12” radius, 610 mm / 24” radius at 15°/ 30°/ 45°/ 60°/ 90°/180°
Vertical Elevations: 305 mm / 12” radius, 610 mm / 24” radius at 15°/ 30°/ 45°/ 60°/ 90°/180°
Special dimensions on request.
Chain free, oil free.
Friction drive unit: Rotating aluminum rube driven by a worm gear motor, Friction drive wheel, Spring.
Track switches feature a simple, shuttle type design that uses either an air cylinder or electric motor.
Have both driven and non-driven line in the same system.
Power supply: Drag chain or bus bars |
*Light duty Friction Drive Overhead Conveyor System specifications may be subject to change without notice.
Different Types of Friction Drive Overhead Conveyor System
There are mainly two different friction-based overhead conveyor systems(no chain): the YD 150 and the YD 500. The track’s driving mechanisms on the overhead conveyors consist of a friction belt for the YD 150 and a rotating aluminum tube for the YD 500. Both are driven by a electric worm gearmotor but differ in the payload weight and speed capacity. Shuttle type friction conveyor system is also available on request.
Speed rail friction conveyor is a high speed chainless overhead conveying system for long distance transportation or line feeding. It uses a load bar driven by the friction drive. Load bars with hangers are loaded with components / assemblies which travel across the assembly stations. The conveyor can be adapted for transfer, material stacking or diverting. Max load carrying capacity is 500 kg. Main features of the friction drive conveyor systems are light weight construction, optimized power requirement, low operating costs and accurate positioning of components at work stations.
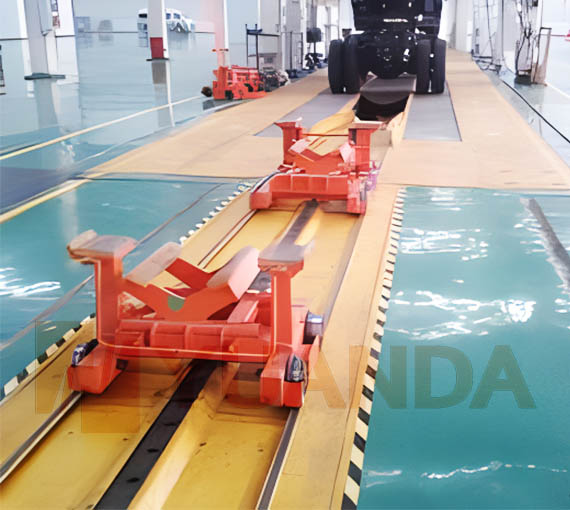
The inverted friction conveyor system is mounted on ground floor. This floor conveying technology with frictional wheel drive is the new generation of conveying technology. The driving force is transmitted directly onto a slide (skid, pallet, carrier) via a drive unit (frictional wheel). This chainless friction conveyor offers advantages compared to conventional floor conveying technology, i.e. higher transportation speed, improved work environment, less noise, lower purchase and operation costs. The shuttle type overhead friction conveyor system displays its ability in straight-line systems. Its superb acceleration and stopping accuracy make it ideal for operations utilizing robots. The smaller skillet conveyor system, also called pallet type friction drive conveyor system (FCS) exhibits the same speed, accuracy and cleanliness as the larger systems.
Friction conveyors can be used as either floor conveyors (e.g. replacement for roller conveyors, slat conveyor, or inverted monorail) or overhead conveyors (e.g. replacement for P&F systems and EMS electrified monorail systems).
We have many different models of friction drive overhead conveyor system for sale, contact us online now for more details.
Friction Driven Overhead Conveyor Components, Accessories and Friction Drive Overhead Conveyor Spare Parts
The chainless friction overhead conveyor is an alternative to the traditional power and free conveyor. The conveyor uses a spinning tube (friction feed) instead of a chain. This gives a monorail system unique features that traditional monorail and power and free conveyors cannot offer. The main components and spare parts are: Drive unit, Merge switch units, Exit switch unit, Stopper, Conveyor tracks, Manual tracks, Track switch, Heavy duty load bar, Drive tube, Incline, Friction drive wheel, Urethane load wheels, Product carrier, Trolley, Decline, Workstations, Buffer sections, Curves, Vertical elevations, Control system. Similarly, by incorporating turntables, horizontal shuttles and vertical drop/lifts in the system, friction drive conveyor can operate like a traditional skid conveyor.
Friction Drive Overhead Conveyor System Application
A Friction Drive Conveyor System is one that obtains thrust from frictional reaction force by pressing drive wheels to each load bar to transport the carrier. Inverted friction systems are typically utilized for production assembly/process operations (i.e. body shop and paint shop process/delivery conveyors) where access to the side and top portion of the job is required. Overhead friction conveyor systems are typically utilized for production assembly/process operations where access to the bottom portion of the job is required.
Friction drive monorail conveyors can be used in many applications to move everything from car bodies to small appliances. Friction conveyors can also be integrated seamlessly with power & free and chain conveyors in the same finishing system to accommodate harsh environments such as ovens and paint booths. Friction overhead conveyor is ideal for long distances and is less expensive than using power & free and chain conveyors throughout a conveyor system.
The friction drive monorail conveyor system is designed for automotive industry, food industry, bicycle manufacturers, workshops, logistics and e-commerce industry, intralogistics industry, omnichannel retail, carton delivery system, distribution and sorting, industrial paint lines, foundry and timber factories, finishing and processing systems, assembly operations, parts transfer, textile transfer systems, sorting, storage, transfer and transport, garment handling, displays and entertainment in shopping malls and super market.
Friction Monorail Overhead Conveyor System Manufacturer in China
Friction drive conveyor systems convert the traction output of the conveyor’s motors into thrust force to move carriers throughout the friction monorail system. The friction-based technology eliminates the need for chains, instead utilizing motors with a drive wheel that comes in contact with a load bar to drive the carrier. Being a friction overhead conveyor system supplier and manufacturer in China, our company can custom design, manufacture and install complete friction drive conveyor systems to suit your needs. We have exported to many countries on a turnkey basis, including: Saudi Arabia, Australia, European, United States, Canada, Indonesia, Mexico, Chile, Peru, UAE, Malaysia, Middle East, the United Kingdom, EU, etc. Contact us now to learn more about our friction conveyor designs and discuss your own project.

Overhead hanging garment conveyors are a premium garment handling, storage, retrieval, transport, delivery, sorting conveyor system. The monorail systems are used for uniform and clothes in laundry, factory, warehouse and production line.

Automated Electrified Monorail System(EMS) is an overhead conveyor system which contain individually motorized carriers that draw energy from an aluminum track mounted bus bar and transport pallet loads throughout automotive assembly line.

Either enclosed track or I beam type, manual overhead conveyor system is a hand push-pull monorail trolley conveyor, used for spray painting, powder coating line, assembly line, carton, garment, surface treatment, automotive industry, and finishing system.
In floor mounted towline conveyor system is an inverted chain conveyor designed to pull carts along a factory ground floor, used in assembly lines, manufacturing plants, surface treatment industry, finishing, spray painting, powder coating and warehouses.