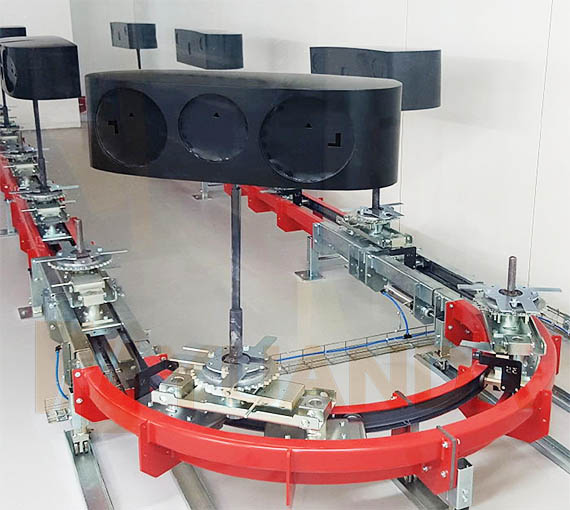



The inverted mounted chain conveyor puts the conveyor down at floor level with the part above. This type of reversed conveyor also offers much cleaner environments for painting as there is no conveyor overhead to drop contaminate down on to the parts.
Models: Reversed chain conveyor, Monorails
Chain carrier pitch:300mm 400mm 16”
Horizontal bends: 750 mm radius at 15°/ 30°/ 45°/ 60°/ 90°
Vertical bends: 1118 mm radius at 15°/ 30°/ 45°
Drive unit: Caterpillar drive, Friction or Worm drive
Tension unit: Draw bolt
Switches: Pneumatic / Electric
Speed: Variable speed (custom)
Power supply: AC-3Phase-220/380/400/415/440V-50/60Hz
Inverted Floor Conveyor manufacturer: China supplier
Inverted Floor Conveyor price: $30,000~$90,000
Design of Inverted Floor Conveyor System
A floor conveyor system eliminates the need for a steel supporting structure as it is fixed to the existing floor. Floor conveyors are typically used in manufacturing facilities to move parts from one location to another. They can pass through production or process areas where personnel cannot enter.
Floor chain conveyors are designed for a wide range of industrial material handling applications, including parts handling, assembly lines in manufacturing or distribution centres. In the finishing/surface treatment industry, inverted floor conveyors are used to move products through processes such as pre-treatment, cleaning, spray painting, powder coating, ovens, etc.
Due to their modular design, YUANDA inverted floor conveyors are easy to integrate into most installations. They are energy efficient and use less power than most other conveyor types. When used correctly, the reversed mounted chain conveyors are an incredibly efficient, safe and reliable means of conveying that maximises workshop space.
Features of Inverted Floor Conveyor System
Chain pitch: 203.2mm 300mm or customizable distance
Max. load per trolley: 50kg 100kg 150kg 200kg 250kg
Max. load per load bar: 150kg 300kg 400kg 500kg
Loading capacity: 100lbs 200lbs 500lbs 1000 1500 2000 2500 pounds
Max. Temperature: 250°C / 446°F
Bearing options: fully sealed / open
Horizontal bends degree 15° 30° 45° 60° 90°
Minimal bend radius: R750mm for chain pitch 203.2mm, R850mm for chain pitch 300mm
Vertical bends degree 15° 30° 45°
Minimal bend radius: R1118 for chain pitch 203.2mm, R1550 for chain pitch 300mm
Helical drive unit max. pull 5000N, max. speed 12mtr/min
Speed adjustable by frequency inverter
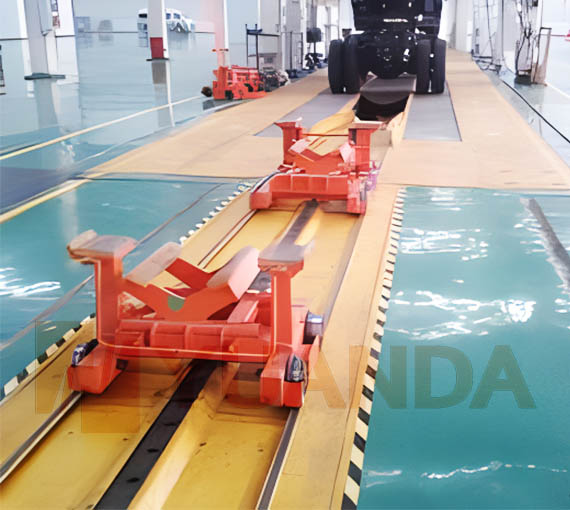
Double rail floor conveyor system
Anchored bolts must be set in wet concrete ground
Modular designed conveyor components
Control method: Computer or PLC programmable control systems
Possibility to accumulate in line
Self-Supporting Structure:
Inverted conveyor features on the ground, without steelwork, without paint pollution by dust or lubricant falling.
Inverted chain conveyor does not need for expensive control systems for accumulation sections due to self accumulating design
Operate at different process speeds on the same line
Low maintenance - less moving sensible parts require less attention
Full flexibility – with the same advantages as traditional Power & Free systems (switching gates, accumulation zones etc.)
Simplified plant design - compact profile design minimizes restriction in airflow in spray booths, flash offs and ovens.
Applicable industries: Inverted floor conveyor system for automobile industry, workshops, manufacturing plant, automotive industry, paint finishing and assembly lines, surface treatment industry, energy & mining.







Different Types of Inverted Floor Chain Conveyor Systems
We offer comprehensive range of chain-based floor conveyor systems in China and to the world. Various different inverted conveyor chain systems have been developed for unit load weights from a few grams to 2,000 kg. All the systems have been developed for the extremes of the surface finishing industry and are designed for high accuracy of presentation of product to process along with excellent stability characteristics.
Floor conveyor inverted can be divided into 3 groups based on technical complexity and different application: Monorail floor conveyors, Inverted Power & Free floor conveyors and Towline floor conveyors. What’s more, sorted by working duty and loading weight, the inverted monorail conveyor system can be designed as light duty inverted floor conveyor and heavy duty inverted floor conveyor system.
The single line monorail floor conveyor type is developed to handle smaller unit loads, such as mobile telephones, which need to be processed effectively and in high volume. It is typically fitted with our high-speed rotation system for automated coating processes. This inverted chain conveyor system offers a unique jig stability and accuracy of presentation, even when working in rough environments. The heavy duty Power & Free floor conveyor was especially designed for the surface treatment industry, to transport materials and products efficiently through a variety of manufacturing and assembly processes. There are also some other types such as single floor conveyor and double track rail inverted floor conveyor, friction drive inverted floor conveyor, vertical floor conveyor system, inverted continuous flow conveyors, floor based inverted conveyor system, and mounted on the floor towline conveyor system.
Our design team is at your disposal to meet your material handling and transport needs for your workshop inverted monorail system(IMS). Our experts will draw up an estimate price according to your request. For further information about the reversed chain conveyor, please contact our customer service online now.
Inverted Floor Conveyor Systems Accessories, Components and Inverted Floor Conveyor Systems Spare Parts
To increase your understanding of heavy duty inverted floor conveyor components here is a list of the most common parts of any inverted conveyor system.
•Power chain
•Enclosed track
•Jigs
•Wagon
•Pusher dog
•Worm / Helical Drive Unit
•Caterpillar Drive Unit
•Tension Unit
•Switches
•Stop Station
•Inspection Unit
•Lubrication Unit
Other available components of the inverted floor track system are lubrication units, drive, tension units, floor conveyor track, stainless steel chain pusher dog on request and rotation devices. The inverted chain conveyor floor mounted can be utilized with an advanced in-house designed PC/PLC control system with track and tracing, visualization and data connections to ERP systems.
Further information is available on request.
Technical Data & Technical Specifications of Inverted Floor Conveyor Systems
Chain carrier pitch: 180mm / 270 mm / 300mm Max. temperature: 250° C Max. load per 4-wheeled trolley: 150kg 200kg 250kg Max. load per wagon (load bar with two trolleys): 400kg 500kg Standard length, straight profile: 3.000 mm - equipped with flanges Trolley bearings: Closed and greased for low maintenance
| Horizontal curves: Degree: 90° / 45° / 30° / 15° Radius: 600mm 700mm 1000 mm Vertical curves: Degree (depending on work-load): 30° / 15° Radius: 1200mm 1500mm 2500mm Special dimensions on request. Drive unit: Straight double sided version with caterpillar chain drives Tension unit: Manual and pneumatic version
| Switching gate: Pneumatic blade version (without separate transfer sections). R = 700 mm Accumulation stops: Pneumatic version Lubrication: Pneumatic fog or Pneumatic point lubrication – automatic Accumulation features: In line, 45° and parallel (90°) Special features: Turning stations, drop sections, switching gates, transfer units and chain switches |
*Heavy duty single line floor conveyor inverted specifications may be subject to change without notice
Inverted Floor Conveyor Systems Application
The inverted conveyor chain system can transport loads up to 150kg with high stability and accuracy and is specially designed for the use in paint finishing and assembly lines.
The inverted in floor chain conveyor system uses the unique helical drive system guarantying a smooth and shake free transport of products. With its double sided guiding system the inverted monorail floor conveyor allows an excellent accuracy in the presentation of the jigs / work pieces.
Because of it’s reliability and durability the inverted floor conveyor is often used as the main logistic system for production processes in the automotive industry, general assembly lines, manufacturing plants, warehouses, body shop, surface treatment, paint finishing system, powder coating, spray painting and oven drying. These electrified floor track systems are well-suited for handling a wide variety of products, including automotive parts, appliances, electronics, and food and beverage products.
We have many different models of inverted floor conveyor for sale, contact us online now for more details.
Inverted Floor Conveyor Systems Manufacturer in China
As Inverted Floor Conveyor China supplier and manufacturer, Our company’s overhead and inverted conveyor systems are in operation worldwide and have a well-earned reputation for high precision. We have also exported to many countries including: Saudi Arabia, Australia, European, United States, Canada, Indonesia, Mexico, Chile, Peru, UAE, Malaysia, Middle East, the United Kingdom, EU, etc.
Besides the supply and design of the complete conveyor system, we also offer spare parts, inverted floor conveyor installation service, commissioning on a turnkey basis, training and inspection service. Contact us now for inverted floor conveyor price.

Overhead hanging garment conveyors are a premium garment handling, storage, retrieval, transport, delivery, sorting conveyor system. The monorail systems are used for uniform and clothes in laundry, factory, warehouse and production line.

Automated Electrified Monorail System(EMS) is an overhead conveyor system which contain individually motorized carriers that draw energy from an aluminum track mounted bus bar and transport pallet loads throughout automotive assembly line.

Either enclosed track or I beam type, manual overhead conveyor system is a hand push-pull monorail trolley conveyor, used for spray painting, powder coating line, assembly line, carton, garment, surface treatment, automotive industry, and finishing system.
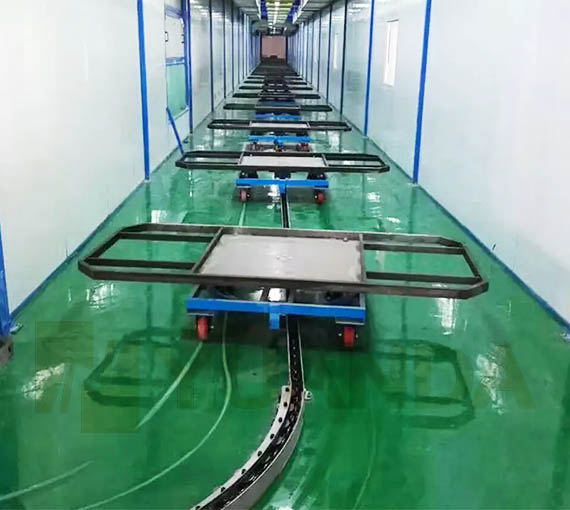
In floor mounted towline conveyor system is an inverted chain conveyor designed to pull carts along a factory ground floor, used in assembly lines, manufacturing plants, surface treatment industry, finishing, spray painting, powder coating and warehouses.